


| 产品价格 | 电议/件 |
|---|---|
| 发货期限 | 1-3 |
| 供货总量 | 8989868 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品品牌 | 海腾 |
| 加工定制 | 可定制 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |




在铸造汉中铸铁闸门的过程中普遍都会遇到出现气孔的问题,有时候也深受他的影响。总的来说,气孔又分为表面、皮下和内部气孔三种。铸造工艺、铸造原料、浇注过程的操作等都可能是产生气孔的原因。
汉中铸铁闸门缺陷分析及解决措施
根据气孔的外观,我们判断为皮下气孔并且分为两种,一是内部发亮的皮下气孔,二是内部发黑的渣气孔。我们知道,金属液与铸型(包括型砂、砂芯、涂料、冷铁),金属液与熔渣,或金属液内部某些元素、化合物之间发生反应形成的气孔,称为反应气孔,这类气孔一般位于铸件表皮下面,称为针孔或者皮下气孔,在球墨铸铁件潮膜砂造型时,产生气孔中的气体为H2S、H2、镁蒸气等,这是形成 种气孔的原因;而第二种渣气孔,我们分析是由于金属液氧化造成的。根据上述分析,我们对熔炼及浇注、制芯、砂处理、造型等各工序进行了分析,并针对发现的问题制订相应的解决措施。
汉中铸铁闸门制芯工序
(1)该产品的砂芯仅有一件重约4kg的热芯,我们主要是检测热芯的发气量,并控制在16mL/g以下。此外,对于涂料的发气量也要求控制在30mL/g以下,努力降低砂芯的发气量。
(2)在砂芯芯头位置钻排气孔,并控制排气孔深度约为芯头长度的1/2左右。同时注意检查浸涂完毕的砂芯是否存在涂料堆积或排气孔堵塞的现象。
汉中铸铁闸门造型工序
(1)在保证砂型水平面硬度>90,立面>85(B型硬度计检测)的前提下,降低了上箱的压实比压,以便进一步提高排气效率。
(2)严格控制涂料的波美度在37~39,并规范喷涂操作方法,既要喷涂到位又不能使涂料堆积,保证涂料层的厚度。
对于这个造型是比较严格的,我们的汉中铸铁闸门在造型方面完全符合这方面的需要,而且产品变得更加的好。
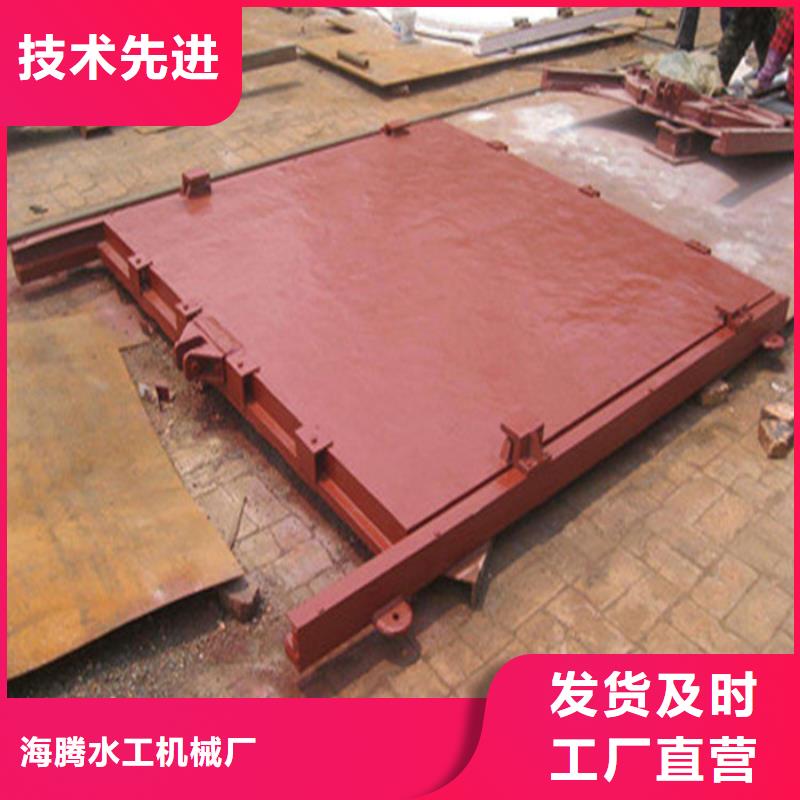
随着汉中铸铁闸门的发展,汉中铸铁闸门使用得越来越广泛,下面我们就为大家介绍汉中铸铁闸门的结构设计。
汉中铸铁闸门主要是由闸框和闸板两大部分组成的。汉中铸铁闸门的闸框是闸板的支承构件,也是闸板的运行滑道,由地脚螺栓安装固定在水闸闸墩及闸底板的二期混凝土中,将闸板所承受的全部水压力传递到闸室中。
为科学合理节约材料及减轻自重,汉中铸铁闸门的断面制成格构式,断面尺寸按所受荷载大小和闸板运行情况综合考虑。闸板是用来封闭和开启孔口的活动挡水构件, 板面四周设铸铁边框梁 , 为提高闸板的强度 , 板面制成拱形, 拱的圆心角按 6 0 度设计,以降低其所受的水压力。
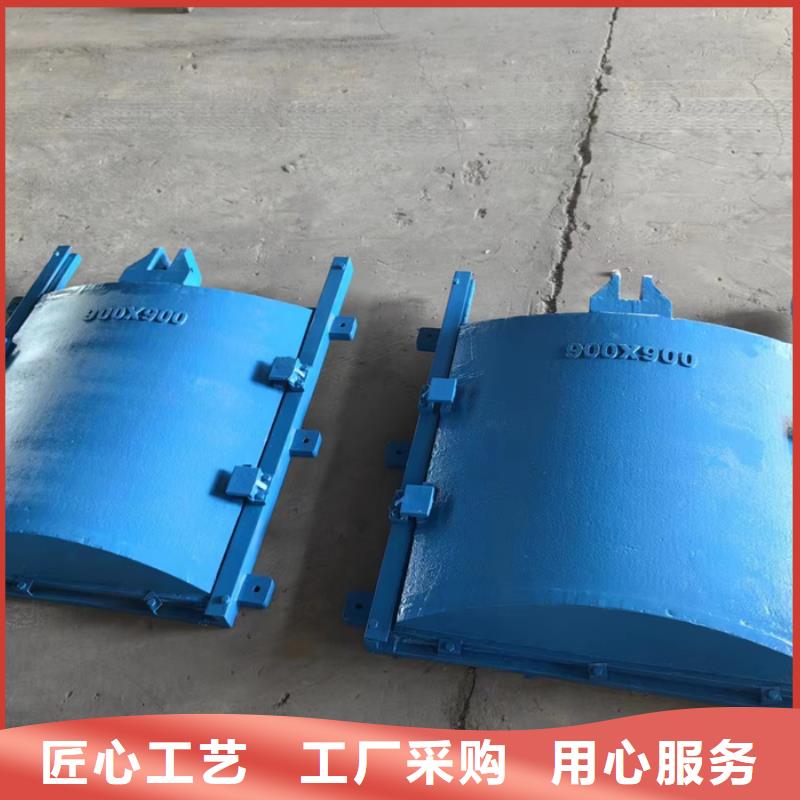
为了汉中铸铁闸门便于制造、 运输和安装 , 闸板可制成上下几部分 ,待到安装现场后再用螺栓连接组装成整体 ,连接处上下板设置法兰和筋板使其成为闸板的中间横梁, 以提高闸板的纵向刚度 , 在宽度方向设置纵向筋板 ,以提高其横向刚度,同时起到纵梁的作用。
汉中铸铁闸门防腐处理方法汉中铸铁闸门喷砂用气操作压力小少于0.5MPa,配备6m3/Sr空气压缩机。采用流动式空气压缩机时,其排气量为6m3/s,额定压力为0.8MPa,功率为37kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油。
闸门按闸板结构的组合不同,分为整体式和组装式两大类。小规格的闸门一般制成整体式,但机械运输条件较差的施工安装点的闸门亦可制成组装式,以便于人工运输。中等规格以上的闸门一般均可制成组装式。